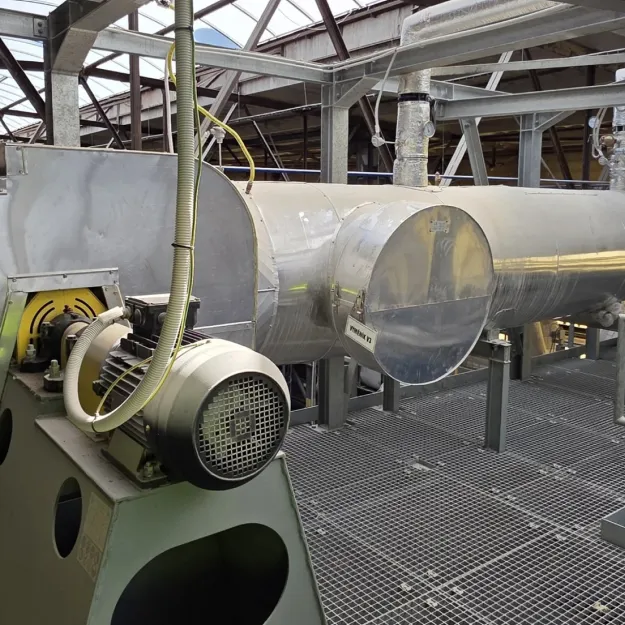
Manufacture of a KV-AK series economizer for a bakery
The scope of supply included a 33 kW economizer. The unit uses waste heat from a tunnel oven to preheat water for steam generation for the proofer.
We specialize in solutions for a wide range of industrial sectors. From power generation to food processing and heavy industry, we make sure your waste heat becomes an asset, not a loss.
Reduce energy costs and CO₂ emissions by putting your waste heat to work. We design and manufacture heat exchangers that recover energy from flue gases and deliver it where it creates value, for hot water and space heating, absorption cooling, or electricity generation. From savings and payback analysis to engineering, manufacturing, commissioning support, and long-term service.
Reduced costs and CO₂ emissions thanks to lower primary fuel consumption
Heat exchangers designed for corrosive and contaminating flue gases
In-house service from commissioning through long-term maintenance.
Heat exchangers and flue gas recuperators designed precisely to maximize the use of waste heat.
Compact finned tube economizers provide maximum heat transfer surface, while taking up minimal space. A proven and reliable solution for water heating, steam preheating and absorption cooling applications.




Shell and Tube Heat Exchangers can handle both contaminated and clean flue gases at high temperatures. Easy tube access supports quick inspection, cleaning, and maintenance. The result is efficient heat transfer to water or other process liquids.
Flue Gas Recuperators are used to preheat combustion air for furnaces and boilers or to heat production halls. Cooling the flue gas stream also provide thermal protection for filtration technologies.
Designed for demanding liquid duties where fouling is expected. These heat exchangers preheat sludge streams or recover heat from wastewater and residual process liquids, even at high pressures and temperatures up to 120 °C.
Comprehensive engineering of technologies to maximize energy savings.
Reduce fuel consumption by using waste heat for space heating or hot water heating. The core component of the system is a flue gas heat exchanger that transfers heat from hot flue gases to water or another liquid. The liquid is stored in an accumulation tank and then distributed to radiators or process equipment.


ORC uses waste heat to generate electricity and thus reduces grid consumption. ORC is especially beneficial when other uses of the recovered heat are limited or not economically viable or when low-grade heat would otherwise be wasted.
Absorption cooling systems turn residual heat to chilled water for air conditioning or process cooling. Electrical consumption is low compared with compressor chillers, lowering operating costs.
Flue gas condensation is used with steam boilers. The heat exchanger cools flue gases below its dew point, water vapour condenses and transfers heat to the feedwater. Preheating the boiler feedwater reduces primary fuel consumption and improves overall boiler efficiency.

We specialize in industrial waste heat recovery, providing solutions that cut energy costs and CO₂ emissions. At the core of our systems is a heat exchanger designed to maximize heat transfer between the fluids. The recovered heat is then integrated into the application that best fits your operation, from heating and cooling to power generation.
We provide savings and payback calculations, engineering design of heat exchangers and related components, manufacturing and maintenance. We select materials based on the fluid properties and operating conditions — from carbon steel to stainless and chemically resistant steel.
Working closely with our sister company DEPURO, we engineer technologies for contaminated and chemically aggressive fluids, supported by corrosion mitigation and tailored surface protection.

The scope of supply included a 33 kW economizer. The unit uses waste heat from a tunnel oven to preheat water for steam generation for the proofer.
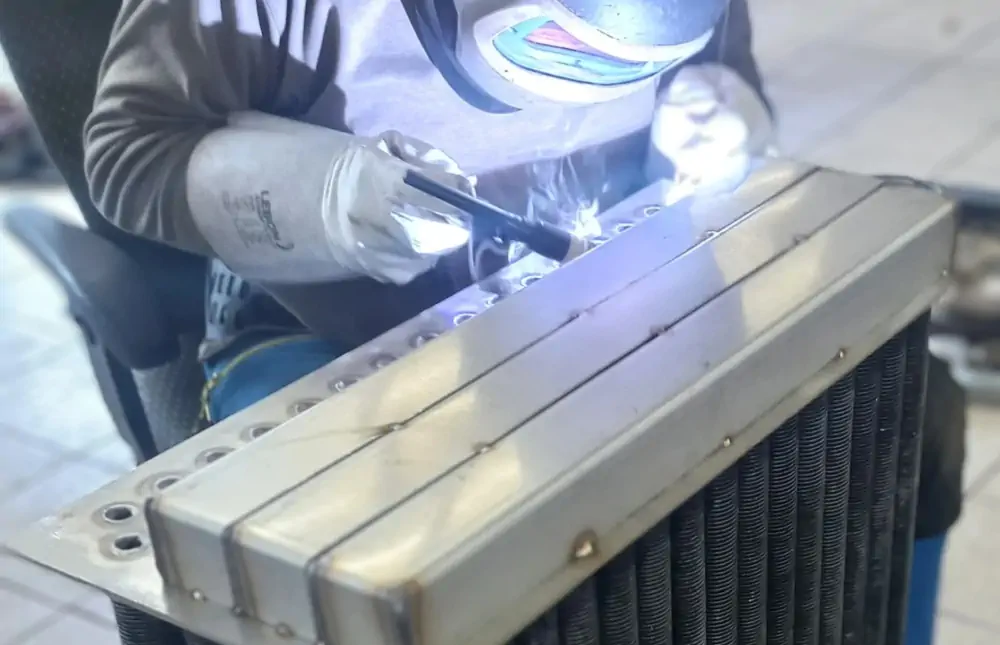
We supplied 10 economizers with capacities of 30 to 100 kW. Economizers are installed on the flue gas exhaust ducts of steam boilers and bakery ovens.